Page 2 sur 4
Re: Fabrication des fonds par emboutissage
Posté : mer. 30 nov. 2011 11:49
par paterson
Zéphyrin a écrit :bonjour,
.......je ne peux pas éviter le gaufrement avec un bord rabattu plus long......
salutous,
Zéphyrin, les emboutis longs se font en plusieurs passes. Voici 2 ex sorties de mes bouquins de techno:


J'attire votre attention que l'emboutissage est un vrai métier, et que nous allons sortir rapidement du cadre amateur surtout par les techniques/machines employées HORS de notre portée. Nous sommes limités aux démo précédentes: des emboutis simples.
Re: Fabrication des fonds par emboutissage
Posté : mer. 30 nov. 2011 19:51
par vilbrequin
Merçi Paterson pour toutes ses explications , c'est plus claire

Re: Fabrication des fonds par emboutissage
Posté : mer. 30 nov. 2011 20:41
par Papeete
Encore un super tuto, merci une fois de plus Paterson

Re: Fabrication des fonds par emboutissage
Posté : mer. 30 nov. 2011 22:53
par Malevthi
Merci pour tous ces renseignements précieux. La matière peut être docile quand on sait lui parler
Re: Fabrication des fonds par emboutissage
Posté : jeu. 1 déc. 2011 00:07
par Zéphyrin
bonsoir,
Encore merci pour la doc Patterson! tu as une réponse pour chaque question.
Ce fil est vraiment super.
il ne reste plus qu'a passer aux travaux pratiques !
En ce qui me concerne, je n'oublie pas que je ne suis qu'un amateur avec un atelier d'amateur, n'empêche que c'est fascinant et très instructif de voir ces videos de repoussage au tour ou d'emboutissage, la matière à l'air tellement docile...quand on sait lui parler, comme le dit justement Malevthi.
Re: Fabrication des fonds par emboutissage
Posté : jeu. 1 déc. 2011 11:30
par Trompi
[quote="paterson"]Bjr Trompi,
Ta fabrication s'apparente au repoussage, ce que je me refuse à faire sur ma machine.
Je n'ai pas l'impression de soumettre mon tour à des efforts importants pour rabattre le bord d'un disque de cuivre de 1mm recuit, mais la mécanique en général et les machine-outils en particulier, ne sont pas ma spécialité, si tu as des arguments militant contre cette pratque, j'aimerais bien les connaître
Re: Fabrication des fonds par emboutissage
Posté : jeu. 1 déc. 2011 20:05
par paterson
Bsr Trompi,
C'est vrai que j'aurai du nuancer ma réponse.
Un flan de 10/10mm d'ép en cuivre doit être facile à repousser; 15/10 et plus sont déjà une sacrée aventure.
Il faut presser FORTEMENT le flan pour éviter qu'il ne s'échappe. J'ai eu ce pb avec l'usinage des disques: une fois, j'usinais 4 disques en cuivre et l'un d'eux a glissé. Tout l'empilage a valdingué.

La seule expé que j'ai fait en repoussage fut catastrophique. Donc >> emboutissage = presse.
C'est aussi un peu pour le fun !!!
Et comme je l'ai dit précédemment, je plie aussi des métaux "épais" quand ma plieuse est limite (10/10 max).
Si tu regardes des films de repoussage sur YouTube, tu verras que la broche des tours est ENORME; le roulement de tête, celui qui subit tous les efforts axiaux, doit être largement dimensionné.
Voilà, c'est un (mon) choix.
Re: Fabrication des fonds par emboutissage
Posté : jeu. 1 déc. 2011 21:16
par Georges Villette
Merci Paterson pour toutes tes réponses .
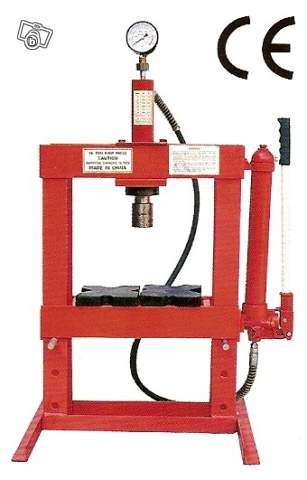
Penses tu qu'avec une presse comme celle ci , donnée pour 10 tonnes , je pourrai faire des fonds en cuivre de 100 mm de diamètre et de 2,5 mm d'épaisseur ?
Georges
Uploaded with
ImageShack.us
Re: Fabrication des fonds par emboutissage
Posté : jeu. 1 déc. 2011 21:56
par paterson
Salut Georges,
D'abord, je vais te répondre par 2 questions: pourquoi 25/10 d'épaisseur ?

et quelle est l'épaisseur de ta virole ?
Re: Fabrication des fonds par emboutissage
Posté : ven. 2 déc. 2011 09:57
par Georges Villette
Je suis bien embarrassé pour te répondre Paterson !
C'est un service que l'on me demande de faire des fonds .
Et au départ on me parlait de 3 mm !!!
Parce qu'il faut éprouver à 11 bars !!!
Pour l'enveloppe , c'est du tube cuivre qui doit fait 1 à 1.5 mm d'épais !
Mais pour l'instant , j'ai rien dans les mains !
Georges
Re: Fabrication des fonds par emboutissage
Posté : ven. 2 déc. 2011 10:08
par Papeete
Je dirais que 2 mm pour les fonds suffise, tout dépend aussi de la géométrie de la chaudière, mais Roger est plus compétent pour te répondre. Plus facile de trouver du 2 mm que du 2.5 mm.
Laurent.
Re: Fabrication des fonds par emboutissage
Posté : sam. 3 déc. 2011 13:39
par paterson
salutous,
Plus
compétant, je ne sais (mais en 2 mots, surement

)
Revenons à la question de Georges

.
J'ai consulté mes bouq et j'ai extrait 2 page qui sont nécessaires au pb posé.

(La partie sur le serre-flan ne nous concerne pas)

(montage fait avec 3 pages; j'ai exclu les diam supérieurs)
Prenons l'exemple de mes fabrications:
virole laiton Ø103x100, flan Ø120 ép 15/10, poinçon Ø96 (jeu 1mm sur Ø)
D'après la formule du 1er docu, on a:
P = 3,14x96x1,5x0,4x32 = 4160 Kg ou un peu de 4 tonnes
De la mm façon et à qques pouillèmes près, on obtiend avec l'ép de 25/10:
P = 3,14x95x2,5x0,4x32 = 9545 Kg ou 9,5 tonnes.
La presse de 10 tonnes va être TRES limite
Tu vois que les 20 t choisis sont un plus non négligeables.
Donne-moi plus d'info sur ces 11 bar de pression que tu as annoncé.
Re: Fabrication des fonds par emboutissage
Posté : sam. 3 déc. 2011 15:07
par Georges Villette
Tout d'abord merci de cette réponse très documentée !
L'exemple de calcul est assez parlant !
Et je vois qu'en faisant le même avec une tôle de 2 au lieu de 2.5 ,on obtiens plus que 7,6 tonnes !
.
Quant aux 11 bars ! C'est une pression que me donne mon collègue pour éprouver sa chaudière !
Il a pris çà ou ? Joker !
Je vois qu'au début du post , tu parle d'une chaudière de diamètre 100 et des fonds de 1,5 mm !
Je pense que tu as dû regarder ça de près et l'éprouver sans te faire sauter la tronche !!!!
.
Tu peux développer le calcul des contraintes sur les fonds plats encastrés et soudés ?
Georges
Re: Fabrication des fonds par emboutissage
Posté : sam. 3 déc. 2011 15:49
par paterson
Développer ? non, je ne peux pas.
Mais ce que je peux dire:
Avec un simple disque, la liaison est faite par la brasure au niveau de l'épaisseur du disque, c'est un joint de 30/10 si ta plaque fait 30/10. C'est pour ça que l'on met qques tirants pour tenir la plaque.
Avec des fonds emboutis rentrants ou recouvrant, le joint de brasure fait 5, 6mm voire plus. Plus besoin de tirants.
Mais si la pression est élevée, il va y avoir une déformation permanente du fond: il va se bomber.
ATTENTION de ne pas dépasser les limites d'élasticité du métal; viennent suite les criques jusqu'au déchirement.
Je ne peux t'en dire plus. Mes connaissances (scolaires) en résistance des matériaux se sont limitées aux calculs des charpentes métalliques; et elles sont loin ..........
Pour un réservoir sous pression, ne pas dépasser 2 fois la pression d'utilisation (ce n'est que mon avis). C'est qques fois 1,5 pour les raisons précitées.
Re: Fabrication des fonds par emboutissage
Posté : dim. 4 déc. 2011 11:01
par Georges Villette
En tout cas , merci Paterson de nous avoir fait profiter de ton expérience !
Georges
